Latest News
Detectable Plastics for Engineering Applications in the Food Industry
It seems that these days we see more and more headlines’ informing the public about food recalls due to plastic contamination. In fact, the number of food recalls made necessary by plastic contamination doubled in 2016 from the previous year according to information reported by QA Magazine, a publication dedicated to covering Quality Assurance and Food Safety. The article states, “The introduction of the new Food Safety Modernization Act in the USA has delivered a sea change in the way the industry and regulatory authorities observe and react to protect the public from unsafe food.” (1)
The impact on public safety and the potential cost of recalls due to unwanted particulates in food products to food manufacturers can be substantial. Of course, companies are doing everything they can to mitigate these situations by utilizing various systems of detection to try and catch the irregularities before they leave the plant. Systems include vision, metal, and x‐ray detection, but in order for those systems to work at their best, it is critical that manufacturing components be made from detectable materials. Stainless steel is a popular choice for many of these parts, but also carries with it significant drawbacks such as heavier weight requiring more energy, higher friction, and noise among others. Plastics offer an excellent solution in that they are inherently lighter, require little or no lubrication, are quieter and often have better chemical resistance. The problem is that most methods of detection in effect today have difficulty picking up traditional plastic materials.
This paper will explore the evolution of detectable plastics and take an in-depth look at the latest generation of materials available from Ensinger that offer food equipment designers and food plant manufacturing and safety engineers a great deal of flexibility in choosing the right detectable plastic for their application.

There is no Blue Food
The food industry utilizes a number of methods to try and alt="custom part for food processing"maintain high levels of food safety. One of the first methods found to be effective in plastic detection was that of computer-assisted vision detection. Computer-aided high‐speed cameras are utilized to scan the food product and are programmed to alert the operator under certain conditions; for instance
if certain colors are detected. One color that typically stands out in food production is the color blue which does not naturally occur in most food items. Food equipment manufacturers often require plastic parts to be colored blue so that if pieces of the machine are unintentionally introduced into the production stream, they are easily picked up by vision detection. The biggest drawback to this system is that it can’t detect that which it cannot see; so buried objects or objects not on the surface of the food item may pass undetected

Metal Detectors – Not Just for the Airport…
Another popular method for helping maintain food safety is metal detecti alt="customer part for metal detectors"on. There are three types of metal detectors used in QA (Quality Assurance) for the food industry today pulse technology, ferrous in foil detectors and balanced three coil detectors. These are food safety indication devices that are designed to alert the manufacturing teams that unexpected events are occurring and allow for process shut‐down to understand root causes. Balanced coil metal detectors are the most common type of metal detection equipment. They can detect the presence of metal shards in unwrapped food items, or items packaged in paper, poly film, cardboard and metalized film packaging (2). Like vision detection, the effectiveness of metal detection can be limited by the size of particle you are trying to detect, its orientation, as well as the substrate. Other detection factors can include product moisture content and line speed. Some producers will often mix and match these technologies with our third option, x‐ray detection in order to maximize their probability of successful detection. Of course, metal detection systems’ biggest drawback is that they are only effective against metal.
X‐ray Detection – Making Food Safety Transparent
Historically, x‐ray detection has not typically been the detection method of choice. However, in recent years, as technology has improved and system costs have come down, x‐ray detection has begun to increase its value in many food plants as an effective weapon against product contamination. X‐ray systems can detect various contaminants such as metals, non‐ferrous metals, stones, glass, bones, concrete, ceramic, plastic, sugar or flavor clumps and any missing products. X‐rays are easy to operate and require minimal training. Other advantages of today’s newer technology are low voltage requirements and significantly reduced radiation. High‐end machines are even easier to operate with touchscreen interfaces and can maintain high production rates with few false rejections.
The Ensinger Solution – Ultra Detection
For each one of these detection methods, the plastics industry has responded with a material sensitive but specific to each individual type; blue colored materials for vision detection, metal-infused materials for metal detection, and x‐ray opaque additives (usually barium sulfide) for x‐ray detection. Despite the success of these advanced detectable plastics, there are drawbacks for users, fabricators, and distributors in the supply chain to a multi‐material approach in terms of managing replacement parts, and semi‐finished goods inventories. Participants at all levels in the supply chain have to be careful to match the proper material and detection method, which can become even more challenging if a particular user has multiple detection systems in play.
To address this problem, Ensinger has developed a family of detectable materials designated as "Ultra‐Detectable". Materials in the Ultra‐Detectable family are visible to all forms of detection systems regardless of which one is being used. TECAFORM AH UD blue copolymer acetal, HYDEX 4101 UD blue PBT polyester, and TECAPEEK UD blue polyetheretherketone (PEEK) have all been formulated to make them visible regardless of the detection system in use.
What Makes These Materials Detectable?
Ensinger uses a proprietary blend of detectable additives and colorants, all of which are FDA compliant, and specific to each polymer type in order to create the most efficient detection characteristics at the lowest loading levels. This maximizes both detectability, as well as the inherent physical properties of each product. It should be noted that regardless of how advanced our detection technology is, no plastic can be detected at the same levels as stainless steels or other metals. Ensinger’s objective is to strike an appropriate balance between the application requirements, and detectability. This makes it important for the user to understand detectability levels in terms of what is possible with these materials. The FDA requires particulates to be detected down to at least 7mm with 100% accuracy, however, most companies require far less. Ensinger had independent testing done at a major U.S. food producer that indicates the Ultra‐Detectable family is visible in metal detection down to as little as 2mm under the right conditions, and 4mm with 100% accuracy. The charts below offer a glimpse into these materials’ effectiveness:
TECAFORM AH UD blue Sample 3 Sample 2 Sample 1
Particle Size (mm) 6 4 3
Pass (Detected) 260 260 256
Fail (Undetected) 0 0 4
Percent 100% 100% 98%
HYDEX 4101 UD blue Sample 3 Sample 2 Sample 1
Particle size (mm) 5 4 3
Pass (Detected) 200 200 199
Fail (Undetected) 0 0 1
Percent 100% 100% 99%
HYDEX 4101 UD blue: Detected to 3mm 99%
accuracy; 4mm and larger 100%
TECAFORM AH UD blue: Detected to 3mm
98% accuracy; 4mm and larger 100%
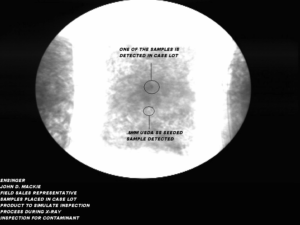
Each of the tests specimens was run at standard line speeds of 150 fpm, and all three materials were approved for use. Similar detectability can be seen using current x‐ray technology where the user tested samples of Ultra Detectable material down to 2mm sample size at standard production speeds and x‐ray sensitivity set between 1 to 3 milliamps and 50 to 60 kilovolts.
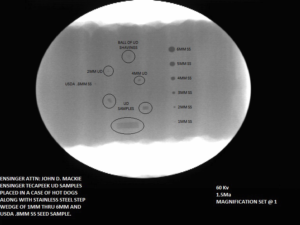
The above image shows several sample sizes of TECAPEEK UD blue being picked up in a case of hot dogs. Several stainless steel control sample sizes were also included for a sense of proportion.
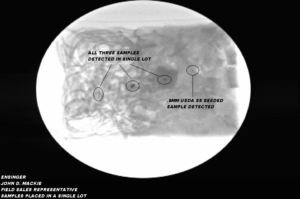
This image illustrates the detectability of TECAFORM UD blue in a package of pre‐cooked noodles. 4mm, 3mm, and 2mm samples are all detected along with the .8mm stainless steel control sample. This sample indicates detectability of a 2mm piece of HYDEX 4101 UD blue along with the .8mm stainless steel control sample.
It should be noted that in all cases, the user should conduct their own testing consistent with specific line speeds and product substrate. Materials containing high levels of moisture will be more difficult to detect.
The Most Versatile Detection Option
While each situation is unique, the Ensinger Ultra Detectable family has shown itself to be extremely versatile in terms of the types of applications for which the materials can be considered, as well as achievable levels of detectability. Each member of the family is made from components that are FDA compliant, and TECAFORM AH UD blue also complies with the requirements of EU 10/2011. For more information please contact Ensinger Inc. at www.ensinger‐inc.com or esales@ensinger‐ind.com.
(1) "Plastic Contaminated food Recalls Double in 2016." QA Magazine, December 19, 2016
(2) Suska, Mirislov. "e;Ten Different Methods of Detecting Foreign Objects in Food."
Qualifood
Academy, December 16,2016.